- Catalogs
- Addfield Environmental Systems
- Scottish Sea Farms Case Study
Scottish Sea Farms Case Study

Scottish Sea Farms Case Study
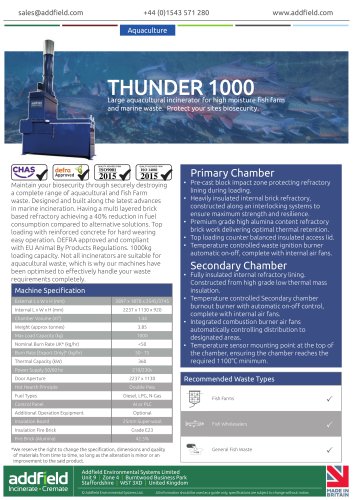
Addfield supplies a mobile aquaculture machine to Scottish Sea Farms, aimed at sustainable fish farming through effective waste management.
The Challenge
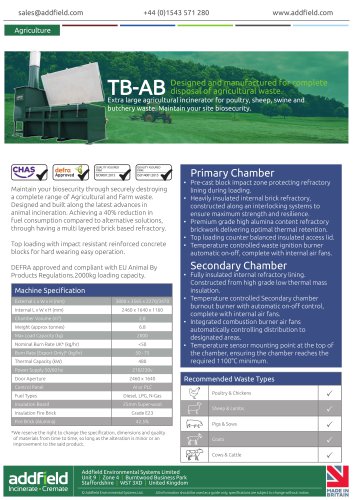
Scottish Sea Farms required a bespoke incineration machine capable of withstanding the harsh climates of Northern Scotland. The primary challenge was to ensure robust biosecurity and waste management through incineration.
Importance of Incineration
- Legal requirement for disposing of category 1 animal by-products, including raw fish, through incineration or pressure sterilisation.
- Prevents the spread of disease and controls biosecurity by securely sealing waste until incineration.
- Reduces odour and environmental impact, as the process is virtually smokeless and odourless.
Incinerator Specifications
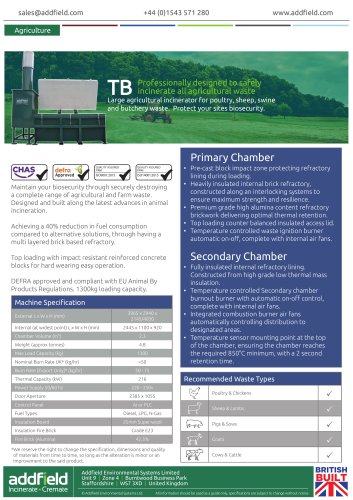
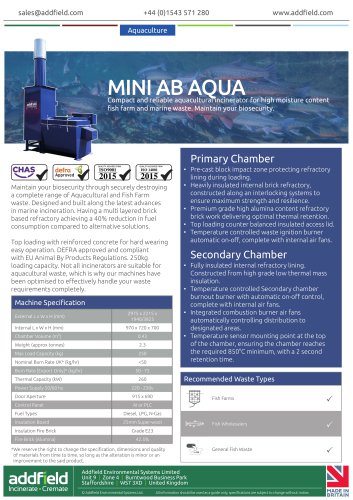
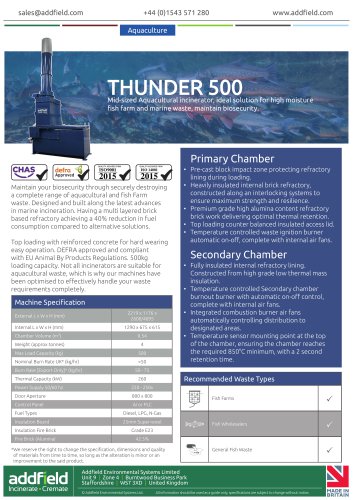
The Thunder 1000 incinerator, with a capacity of 1000kg, is designed for industrial-scale fish waste. Key features include a sloping refractory floor, a 'full load' line, and direct burning flames to enhance efficiency. It is compatible with hatchery bins for easy loading.
Advantages of Using Addfield
- Long-term supplier to Scottish Sea Farms since 2011, setting industry standards in aquaculture incineration.
- Machines are designed with input from industry specialists to withstand all conditions.
- Proven reliability and efficiency, with annual servicing by experienced engineers.
Contact Information
Addfield Environmental Systems Limited, Unit 9, Zone 4, Burntwood Business Park, Staffordshire, WS7 3XD, United Kingdom. Phone: +44 (0)1543 571280, Email: [email protected]
Catalog excerpts

Scottish Sea Farms Addfield supply a Mobile Aquaculture machine that enables the farming of fish to be sustainable. The Challenge The challenge was to build a bespoke aquaculture incineration machine for Scottish Sea Farms The Importance of incineration • It is a legal requirement that incineration or pressure sterilisation is used to dispose of category 1 animal by-products – including raw fish. Being located in Northern Scotland means that the working environment is arduous and challenging so Scottish Sea Farms need their equipment to withstand testing climates. • The odour of rotting fish on a large scale would be repulsive and throwing dead fish back into the sea would conflict biosecurity measures. Incineration is regarded as a premium defence against the spread of disease enabling the customer to control their own biosecurity and movement of waste. • Incineration with an Addfield incinerator stops this by making certain that all waste products are firmly sealed within the incinerator until the operative turns it on. The high efficiency of the incinerators means that operation is virtually smokeless and odourless. Addfield is renound for making robust, reliable and efficient incinerators which are specifically designed for the aqua industry, this is why Scottish Sea Farms have chosen us as their suppliers. Advantages of using Addfield Addfield are key suppliers to Scottish Sea Farms with the Thunder 1000 incinerator and have been since 2011. Addfield is setting the industry standard, our aquaculture range of incinerators has been specifically designed for use within the aquaculture industry. Addfield consulted with specialists in this field such as this customer and with their valuable insight, we designed a range of machines that are perfect for all types of aqua-based incineration and built to withstand all conditions. Which incinerator? The Thunder 1000 has an enormous capacity of 1000kg, making it ideal for industrial sized fish waste. A sloping refractory floor to allow continual waste contact with burners, a ‘full load’ line and direct burning flames are only a few key features that we have installed to maximise the efficiency of each machine. What’s more, the Thunder range is compatible with hatchery bins which allow easy loading. Fitting into the plan Addfield has proven to Scottish Sea Farms that they have the most robust, reliable and efficient incinerators on the market hence why Addfield are still their key suppliers to this day. All incinerators are commissioned by experienced engineers and servicing takes place once a year as legally required. Addfield Environmental Systems Limited Unit 9 | Zone 4 | Burntwood Business Park Staffordshire | WS7 3XD | United Kingdom t: +44(0)1543 571280 f: +44(0)1543 571173 e: [email protected]
Open the catalog to page 1All Addfield Environmental Systems catalogs and technical brochures
 RAPID1000
RAPID10004 Pages
 MINI AB
MINI AB3 Pages
 MINI
MINI3 Pages
 MINI PLUS
MINI PLUS3 Pages
 SB
SB3 Pages
 TB
TB3 Pages
 MINI AB AQUA
MINI AB AQUA4 Pages
 THUNDER 500
THUNDER 5003 Pages
 MP-500
MP-5003 Pages
 Large Incineration Solutions
Large Incineration Solutions8 Pages
 GM350
GM3505 Pages
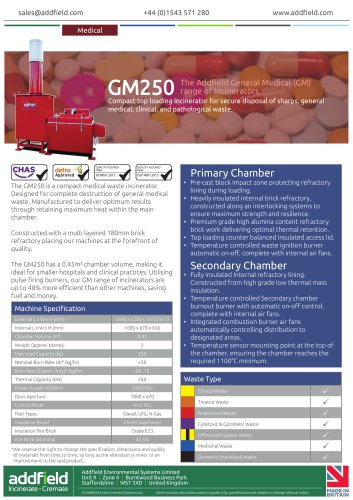
 GM250
GM2505 Pages
 TB-AB PET
TB-AB PET3 Pages
 TB PET
TB PET3 Pages
 CREMULATOR
CREMULATOR2 Pages
 A50-IC (2)
A50-IC (2)3 Pages
 AES100-2SEC
AES100-2SEC5 Pages
 SKID MOUNTED RANGE
SKID MOUNTED RANGE1 Page
 LABMASTER 25
LABMASTER 254 Pages
 RAPID1000
RAPID10006 Pages
 TBAB-MAX
TBAB-MAX5 Pages
 C300
C3005 Pages
 PetCremation
PetCremation6 Pages
 MP-100
MP-1008 Pages
 Incinerate.Cremate
Incinerate.Cremate8 Pages
 Ascension Islands Case Study
Ascension Islands Case Study2 Pages
 SB - Animal Incinerator
SB - Animal Incinerator5 Pages
 Mini AB - Animal Incinerator
Mini AB - Animal Incinerator5 Pages